

Һλ�aƷ����
�ŷ���ҺλӋ
��������pɫҺλӋ �����h��׃���� ���È��_�P 늼ӟ�ŷ���ҺλӋ ��ՊA���ʹŷ���ҺλӋ �����A�״ŷ���ҺλӋ ⁺Ͻ�ŷ���ҺλӋ ���h���ŷ���ҺλӋ ��b�ŷ���ҺλӋ pp���|�����ŷ���ҺλӋ
������ҺλӋ
�ݼy������ҺλӋ ������ҺλӋ ���P䓹�ʽ����304���� С��ʽҺλӋ ������ҺλӋ����ҺλӋ
���wʽ������λӋ(�� ���wʽ����ҺλӋ(�� ���wʽ������λӋ һ�wʽ����ҺλӋ�����_ҺλӋ
ʯӢ��ҺλӋ
ʯӢ��ʽ�pɫˮλ�� X49Hƽ��偠tˮλӋ B49H��偠t�pɫˮλ�� ��ɫʯӢ��ҺλӋ����ҺλӋ
Һλ׃����
�o���ߜ�Ͷ��ʽҺλ׃�� �o��Ͷ��ʽҺλ׃���� ֱ�UʽҺλ׃���� ƽ����ʽҺλ׃���� 늸�ʽҺλ׃���� ����Ͷ��ʽҺλ׃���� �p���mҺλ׃���� LY-600ϵ�����ҺλӋ���l���{��λӋ
����Һλ�_�P������
��ʽ�ŷ���ҺλӋ���a���̿���ϵ�y�OӋ�c���F
���r�g��2019-10-29 16:45:20 ��Դ�� ���ߣ�
ժҪ:��ʽ�ŷ���ҺλӋ�L�ں��Ϲ������܈��غͭh�����ƣ��͚�̎���ŷ���ҺλӋ���ɶȸߣ������y�ȴ�����c������CFPSO���a���̿���ϵ�y(productioncontrolsystem��PCS)�Ŀ��w�OӋ���P�I���g����ij30�f��FPSO���о�����ᘌ��͚�̎����ˇ���c����B��PCSϵ�y�M�ɡ�������x���Ŀ��Ʋ��Լ�PCS�әC�Ĺ��ܜyԇ��������������FPSO���a����PCSϵ�y�Ŀ��w�OӋ�ͽ�Q�����ṩ������
0����
���ϸ�ʽ���a����ж���b�ü����a̎����������ݔ���������������һ�w���с����;����͚�ˮ�Ȼ��Һ�M�дּӹ�̎����̎����ij�Ʒԭ�̓�����؛��œ����һ�������r���^��ݔϵ�yݔ�͵�������݆�����麣��ʯ�����a�ĺ��ģ��ܭh�������^�࣬�͚�ӹ�̎���ŷ���ҺλӋ���ɶȸߣ����a��ˇ���s�����a�^����һ���l�����⣬�����h����ɂ����Ͳ�����صēpʧ��1�ݣ���ˌ��������a����ϵ�y����˺ܸ߿���Ҫ��ˣ����ڌ�FPSO����ϵ�y��������������о����P�I���Ƽ��g�������˅���������ģ��PID����ϵ�y�����o���˘әC�Ĺ��ܜyԇ������������FPSO���a���̿���ϵ�y(productioncontrolsystem��PCS)�Ŀ��w�OӋ���P�I���g��Q�ṩ�����Å�����
1ϵ�y��������
FPSO����ϵ�y��Ҫ����ģ�K����:�͚�ˮ̎��(PCS)ģ�K����ж��ģ�K���l�ģ�K������ģ�K��ϵ��ģ�K�ȡ����У�����PCSģ�K����:ԭҺݔ��ϵ�y���͚���xϵ�y(��η��x)�����aˮ̎��ϵ�y����Ȼ��̎��ϵ�y�����ſ�ϵ�y��Ӌ��ϵ�y�����Wˎ��ϵ�y���_�]��ϵ�y�ȡ��Զ�ƽ����FPSO������ԭ��̎����������̎�����̡����aˮ���Ãɼ�̎�����̡�ԓFPSO̎������:��9000m3/d��Һ13000m3/d����60930m3/d�����a��ˮ7200m3/d;ݔ��ԭ��Ҫ��ˮ��0��5%���£�2�ݡ�PCS��ˇ������D1��ʾ���ɈD1��֪���͚�ԭҺ���^��������������ӟ��M����ˮ����x�ŷ���ҺλӋ��ͨ�^����ˎ��ʹԭ�����Һ׃�ø��ӷ���������������x�����Mһ���������x���Խ���ԭ�͵ĺ�ˮ����3�ݣ����x����ԭ���ٽ��^�Óˮ��̎�����_���ɴ惦��ݔ�˜ʡ�ԭ��̎����ˇ�Ξ�PCS��Ҫ��ˇ�Σ����x������Ĺ�ˇ�ŷ���ҺλӋ������FPSO�������ޣ����ܽ����ꑵ��ϴ�ij����أ���ˌ����x�O��(������x��)����^�ߵĿ���Ҫ������ɴη��x�]���_���AӋЧ�������M�е����η��x�����x�Δ���������ԭ�͵IJ��ճɱ���
2ϵ�y�OӋ
2��1ϵ�y�ܘ�
�錍�F�͚�̎�����ܣ�PCS����ϵ�y���w�OӋ�������܃x����Ӌ��C�Ԅӿ��ƺͷֲ�ʽ�ӿڵ����M���g��ͨ�^�W�j����ƽ�_�������Ԅӻ�����ϵ�y�C�ϱO�أ����F��������ϵ�y����һ�w����
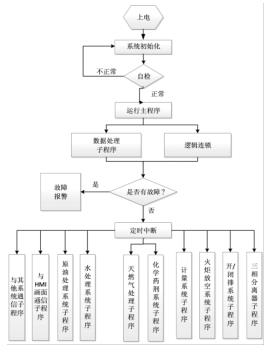
����FPSO���a��ˇϵ�y���̄��֣�ͬ�r���]��ˇ�ŷ���ҺλӋλ�÷ֲ���PCS�^�̿���ϵ�yӲ���ܘ����_���f���Ԅӻ�Ӳ������������CPU�Դ��CPUģ�K��ͨ�ŵȲ��ֲ����������á��OӋ����������̎������Ԫ(CC)���h�̙C��(ET1��5)���W�j�ŷ���ҺλӋ�ȽM�ɣ�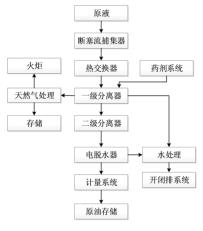 PCS����ϵ�y�W�j������D2��ʾ����̎������Ԫ���h�̙C�ܿɸ�����ˇ�ŷ���ҺλӋ���֡���̖�ɼ��c�ֲ���r�����л��ɢ���b�����ƹ����M�ЬF����̖�ռ���ϵ�y�����ӾW�j�M�ɣ������O��W(ControlNet)�����ƾW(TCP/IP)�������W(TCP/IP)�Լ��o���W�����ƾW�c�����W�����p���w�h�W�������ã���䎧���p��ڶ�늿ڵĸ��پW�j���Q�C���ڹ����W�ӣ���Ҫ���������������������̎�վ�Ͳ����Tվ���ɷֲ�ʽ�Y�������û��ڷ�����/�͑��˵ĽY���`�������ĽM�Bܛ�����������PCS�^�̿���ϵ�y�ĄӑB��Ϣ�@ʾ����ˇ�����@ʾ�c�O�á���ˇ�ŷ���ҺλӋ�Ŀ����c��������������������ȫ���Ƽ�����yӋ�c��ӡ�����Ұ����cESDϵ�y��FGSϵ�y������ϵ�y����ͨ�Ź��ܡ�
PCS����ϵ�y�W�j������D2��ʾ����̎������Ԫ���h�̙C�ܿɸ�����ˇ�ŷ���ҺλӋ���֡���̖�ɼ��c�ֲ���r�����л��ɢ���b�����ƹ����M�ЬF����̖�ռ���ϵ�y�����ӾW�j�M�ɣ������O��W(ControlNet)�����ƾW(TCP/IP)�������W(TCP/IP)�Լ��o���W�����ƾW�c�����W�����p���w�h�W�������ã���䎧���p��ڶ�늿ڵĸ��پW�j���Q�C���ڹ����W�ӣ���Ҫ���������������������̎�վ�Ͳ����Tվ���ɷֲ�ʽ�Y�������û��ڷ�����/�͑��˵ĽY���`�������ĽM�Bܛ�����������PCS�^�̿���ϵ�y�ĄӑB��Ϣ�@ʾ����ˇ�����@ʾ�c�O�á���ˇ�ŷ���ҺλӋ�Ŀ����c��������������������ȫ���Ƽ�����yӋ�c��ӡ�����Ұ����cESDϵ�y��FGSϵ�y������ϵ�y����ͨ�Ź��ܡ�
PCS����ϵ�y�W�j������D2��ʾ����̎������Ԫ���h�̙C�ܿɸ�����ˇ�ŷ���ҺλӋ���֡���̖�ɼ��c�ֲ���r�����л��ɢ���b�����ƹ����M�ЬF����̖�ռ���ϵ�y�����ӾW�j�M�ɣ������O��W(ControlNet)�����ƾW(TCP/IP)�������W(TCP/IP)�Լ��o���W�����ƾW�c�����W�����p���w�h�W�������ã���䎧���p��ڶ�늿ڵĸ��پW�j���Q�C���ڹ����W�ӣ���Ҫ���������������������̎�վ�Ͳ����Tվ���ɷֲ�ʽ�Y�������û��ڷ�����/�͑��˵ĽY���`�������ĽM�Bܛ�����������PCS�^�̿���ϵ�y�ĄӑB��Ϣ�@ʾ����ˇ�����@ʾ�c�O�á���ˇ�ŷ���ҺλӋ�Ŀ����c��������������������ȫ���Ƽ�����yӋ�c��ӡ�����Ұ����cESDϵ�y��FGSϵ�y������ϵ�y����ͨ�Ź��ܡ�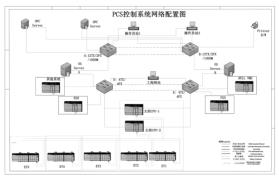
2��2���ƹ���
PCSϵ�y�nj��FFPSO����ˇ�ε����a���̿��ơ����y���������@ȡ���Oҕ�Լ�����FPSO�;���ƽ�_���̵Ĺ��ܣ�ϵ�y�e���{���a�ھ�����ȫ���ܣ���Ҫ�о�ϵ�y�ڹ�����r���ܳ��m�\�еĿ��Ʋ��ԡ�PCS��ܛ���OӋ��������ģʽ�����������OӋ�����e�OӋ��������������������ʽ����һ���ڿɌ�ַ������Q���ܵ�ܛ��ϵ�y����ܛ���Y����ͬ�r�����������̺���̎�����̣��^���ȱ��C���ϰ�ȫ�ԣ��^�K�γɾ���һ����ȫ�ȼ���ܛ���wϵ�����w���ܰ��������:
(1)�ṩ�ӑB�����a������Ϣ�O�ء�
(2)��Ҫ��ˇ�������Oҕ���aģ�K�ŷ���ҺλӋ���\����r�@ʾ��
(3)̎����¼���
(4)�M�����aϵ�y߉�B�i������Ҫ��
(5)�c����ϵ�y���F�������Q��
3�P�I�ŷ���ҺλӋ���Ƽ��g
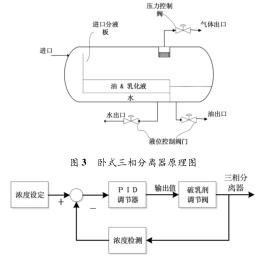
FPSOԭ��̎����ˇ�����ж��������O�䣬����:��������������������x�����Óˮ���ȡ�������x������Ĵŷ���ҺλӋ��������x���Ĺ���ԭ�������;���Һ�������ܶȲ�������ʹ�M�������ȵ��͚�ˮ���]�l�����x�ͳ������^�̺քe�M�뵽�����ҡ����Һ�ˮ�ң��ٽ����Գ��ڹ܅RӋ����������š��D3���Pʽ������x��ԭ��D���M�����͚�ˮ��������(�͚����׃���^��)��ͨ�^�������������{���ܵ��MҺڅ�ڷ�����ͨ�^�������鄩����Óˮ�������ٌ�ԭ���е�ˮ��Ó�������Ա��C���a�B�m�ԡ�
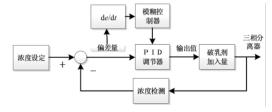
������������x�������鄩���������ƞ�������B�������鄩����Ч�����_������ԭ�Ͳ��ճɱ��Ŀ��Ʋ��ԡ����y����ģʽ(Ҋ�D4)�����M�ܵ���������ݔ�������O����Ȟ�ƫ�����PID���ƣ�4�ݣ����F���鄩���������]�h���ƣ�5��7�ݡ�
Һ�w�����r�g��һ���g�����ڴ_��̎��һ��Һ�w����������ķ��x���w�e�ķ��������x����Һ�w�w�e����Һ�w�������Ԝ����r�g��������ʽӋ������r�g��
ʽ��:V������ķ��x��Һ�w���ֵ��ݷe��m3;Q��Һ�w������m3/d;T������r�g��min��������x���ȵĚ��w���������Ը���������w��B���̵õ�:
ʽ��:P��ָ������w�ĉ�����Pa;V��������w���w�e��m3;n����w���|������kg/mol;T��������w�ğ����W�ضȣ���;�Ҟ�������w������
����ʽ(1)��ʽ(2)����������x���ӑB���Wģ�͡����O:��������������x���ȕr�g���Ժ���;���MҺ��������Q����׃;�۷��x���ȜضȺ㶨��8�ݣ��õ����ӑB���Wģ��:

ʽ��:Q���鿂��������kg/s;QҺ���MҺ�w����(�ͺ�ˮ�����)��kg/s;Q����M��������kg/s;p����w������Pa;V����x���Ț��w�w�e��m3;n����wĦ���|����kg/mol;�Ҟ���w���ɵij�����J/(kmol·K);k���y���Ś��y������ϵ��;u�����w���٣�m/s;We�����鄩��������kg/s;�������鄩����������ϵ�yģ��ʽ(3)��ʽ(5)��֪�����O���x���MҺ������׃���Ț��w�w�e�㶨�����Ϳ��y�T�_�Ȳ�׃�����w����ֻ�c�MҺ�ijɷ����P����:�MҺ��ԭ�ͺ�ˮ�Ļ�ϱ����l��׃����ԭ���К��w�����l��׃����
������ÈD4��������PID�{�����鄩���������ƣ��t��ˮ�ڵĺ����ʿɮa���^��׃�����@�����������MҺ�ɷ�׃�������w����׃�����Ķ����ܜʴ_�Д����鄩�ļ������������ڱ�����ϵ�y�м��녢��������ģ����������9�ݣ���D5��ʾ���ڳ�ҎPID���A�ϣ��ѳ�ˮ�ں�����ƫ��We�����^���������鄩������Wec������������M��ģ����̎��������Weģ���ϼ�:ؓ��(NB)��ؓС(NS)����(ZO)����С(PS)������(PB);����������Wecģ���ϼ�:ؓ��(NB)��ؓС(NS)����(ZO)����С(PS)������(PB)������We���ӄtWec���ӡ�We�pС�tWec�pС��ģ��Ҏ�t���γ�ģ���Pϵ���:Wec=We·�ҡ�ʹ�üә�ƽ������ģ����ݔ��ģ���Q�ߣ�ͨ�^�{��PID�{������Kp��Ki��Kd�����F����ݔ���Ŀ���푑���ͨ�^����������ģ��PID���ƣ��������،����׃�������F���ƵĿ��ٷ�������߿��ƾ��ȡ�
4ϵ�y���F
��������ģ�M���g���Թ�ˇ�^�̵ęC��ģ�͞���A�����Ô��W��ʽ�����������^�̣�ͨ�^����Ӌ��C�o��Ӌ���ֶΣ��M���^�����Ϻ��㡢�������㡢�O��ߴ��������������������h���ͽ����u�r�����F�������a�����s�YԴ����߽���Ч���Ŀ�ģ�10�ݡ�������Cϵ�y����Ч�Ժ����ԣ�����ʯ�ͻ����ИI�ӹ�����˜ʼ��Ї����������P����˜ʣ�������PCSϵ�y���ܘәC��11��16�ݡ�����FPSO��PCS�^�̿���ϵ�y�OӋ����������ˇ���̄��֣����]ԭ��̎����ˇ�ο����O��ࡢ��ˇ���s�Ϳ����y�ȴ�����أ��x����̎������Ԫ(CC)���h�̙C��ET1��ET2��ԇ�әC���әC�߂�30�f��FPSO��ԭ��̎��ϵ�y�е����й�ˇ���a���̿��ơ�߉�i���O�؈��c����ϵ�y�Ĕ���ͨ�ŵȹ��ܡ�
4��1ϵ�yܛ�����܌��F
PCSϵ�yܛ���OӋ���ڣ�slogix5K��FactoryTalkViewƽ�_�������͚�̎����ˇ�����OӋPLC����ϵ�y�������͚�̎����ˇ�����OӋPLC����ϵ�y�Y��Ҋ�D6��
4��2ϵ�y�әC���ܜyԇ
ͨ�^�����O��“ģ�M��”��“Ӌ��C��������”ģ�Mԭ��̎����ˇ���M�й�����ԇ��D6��ʾ������ԭ��̎����ˇ�����OӋ����̖��V��_SIM��ģ�M����ģ�M���Ͽ����@ʾһ�����������x�����O���B��ģ�M����ָʾ�����λӋ�Ͱ��o�ȡ�ͨ�^�λӋģ�M�ضȡ�Һλ��������׃�������oģ�M�_�P���O���׃�����^��ģ�M�������O��Ġ�B�@ʾ(Ҳ����ͨ�^HMI�^��)������Cԭ��̎����ˇ�γ�����Ƶ����_�ԡ���ȫ��yԇPCS����ϵ�y���ƹ��ܣ�ϵ�y��߀�OӋ��Ӌ��C��������ģ�K��ͨ�^Ӌ��C��������ģ�Kģ�M�F����̖���ɼ��d����̖����:���aˮ̎��ϵ�y����Ȼ��ϵ�y��������ϵ�y�����Wˎ��ϵ�y���_/�]��ϵ�y��ԭ����ݔϵ�y�Ͷ��Ԛ��wϵ�y�ȹ�ˇ�����е��O�䣬��·�ϵ��_�P����̖��ģ�M����̖���Լ��F��������ʽͨ����̖�ȡ���̎������Ԫ�յ�Ӌ���ṩ����̖���R�e���ŷ���ҺλӋ���\�Р�B�������A�O�Ŀ��Ʋ����M���O����ƣ���HMI�O�خ���չʾ�O���\�Р�B���_����CPCS����ϵ�y��ȫ�����ƹ��ܡ�ͨ�^ģ�M����Ӌ��C�������棬���Ԍ��FFPSO�������a�\����r�ĄӑB�����ͷ�����ᘌ��������a��r�����¹��A�y���\������ϵ�y�ṩģ�M�h����ͬ�r���F���ˆT�M����Ӗ����Ϥ��ˇ���̺ͬF���������˽ˇ�C�����܉�s�̬F�м��g�в������˺ͼ��g�ˆT�挦�͚����a̎���^����̎�����ϵĕr�g�͘O����r�²��ܼ��r���������Ȇ��}�����C�����a��ȫ�����aЧ�ʡ�
5�Y���Z
����FPSO���a����PCS����ϵ�y���Ƽ��g·������:����ij30�f��FPSO���������_չ플��OӋ���Գ������аl���������Շ������M���g��Y�ϵ�ԭ�t���M����HҎ�����P�˜ʣ�����“ԭ��̎��ϵ�y��ˮ̎��ϵ�y����ˎϵ�y����Ȼ��ϵ�y��ԭ����ݔϵ�y”��ˇ���֣����þ��ܜy�����W�jͨ�š�Ӌ��C���ơ�PLC���ƺ͂��������g��ͨ�^�W�j����ƽ�_�������Ԅӻ�����ϵ�y�C�ϱO�أ����F��ʯ�����a�����е��P�I���g���P�����ա����÷����ԇ���Y�ϵ��о������������PCSϵ�y�ĺ��Ŀ��Ʋ��Ժ��̘әCԇ�g���о�������ͨ�^PCS�әC���ܜyԇ����Cϵ�y�OӋ�����_�Ժͺ����ԣ����r�l�F���}��̎��������Σ�U���r�µĜyԇ�L�U���b����M�㺣��ƽ�_ʹ��Ҫ��Ĺ��̘әC��
�����YӍ
- [��˾��] �ŷ���ҺλӋ�Мy��ä�^�� 2021-12-06
- [�ИI��] �׃����ԓ��ô�S�o 2021-11-29
- [�ИI��] ����ҺλӋ���B�rע����� 2021-11-25
- [��˾��] �����pɫҺλӋ�c�ŷ���ҺλӋ��ʲô�^�e 2021-11-16
- [��˾��] ��ɴŷ���ҺλӋ�ȸ����³��ij�Ҋԭ�� 2021-11-10
���]���}
- [�ИI��] ������ҺλӋ�đ��� 2020-08-01
- [���g���}] ʯ�̓���Һλ�y���x�����_ҺλӋ��İ��b 2012-10-26
- [���g���}] ���_ҺλӋ���bҪ�� 2012-10-21
- [���g���}] ����ҺλӋ�ă��c����ϴ��ʽ 2012-10-20
- [���g���}] �����xُ�ߜظ߉��ʹŷ���ҺλӋ 2012-10-20